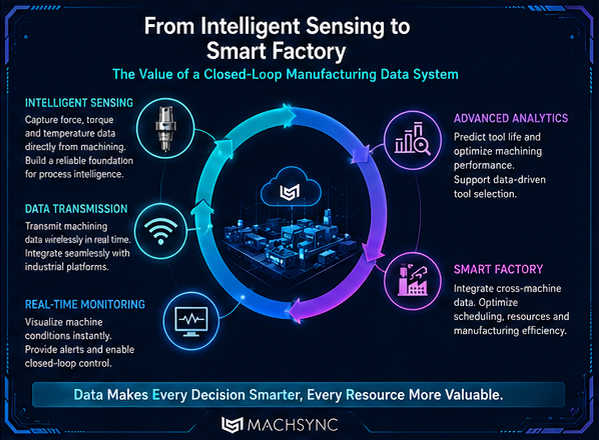






























Introduction: The Perception Problem in Machine Tools
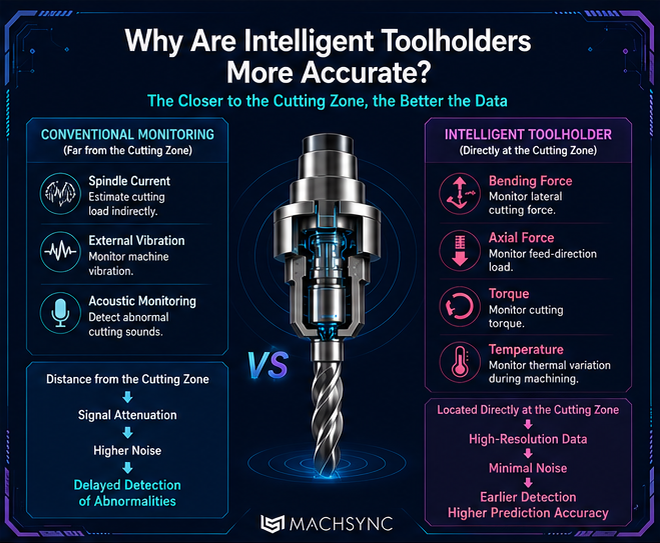
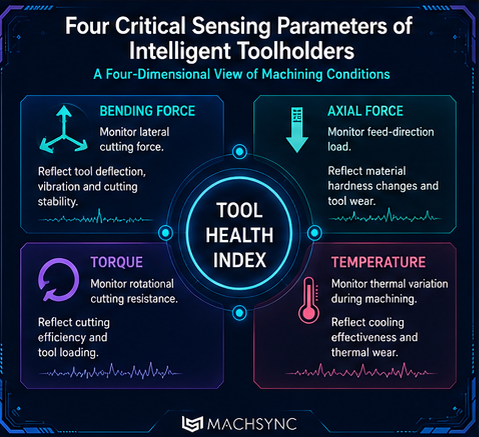
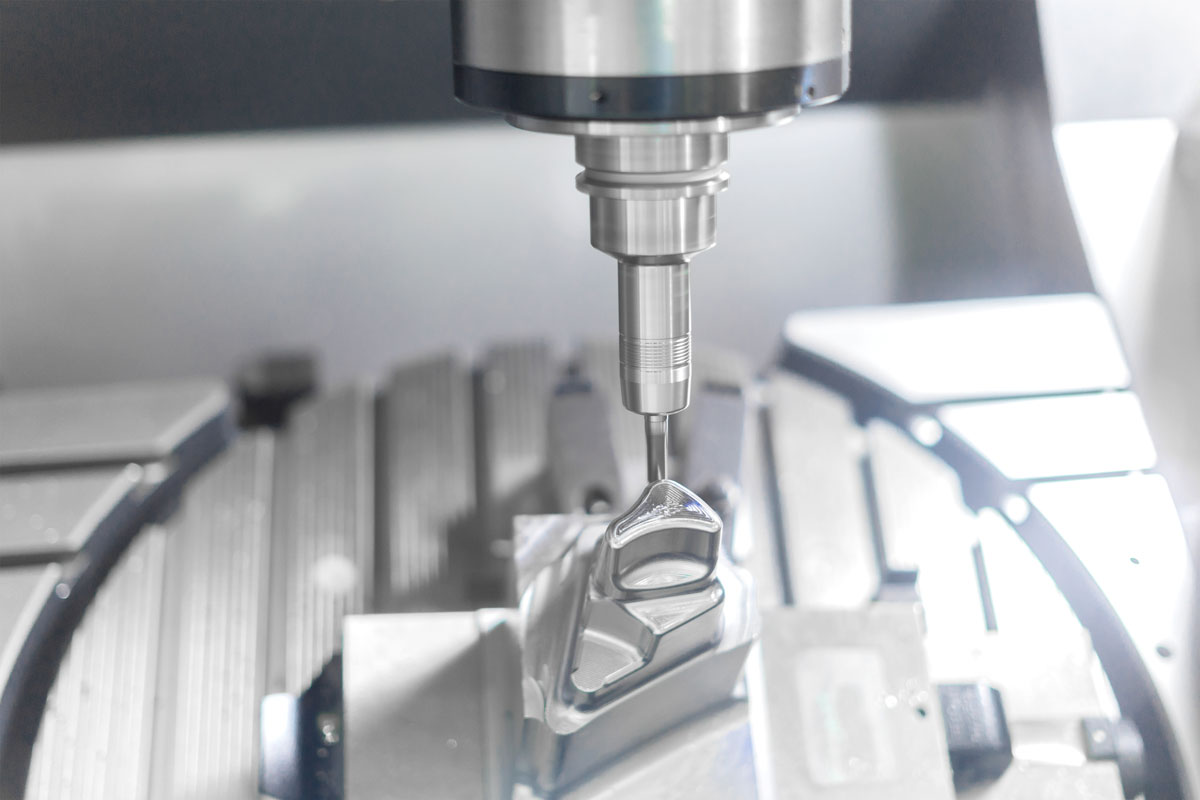
The issue isn't a lack of effort on the part of operators — it's that the cutting process itself is extraordinarily complex. Tool wear is gradual, temperature fluctuates in an instant, and cutting forces are multidimensional. These changes unfold in milliseconds, far beyond what human senses can track in real time. This has led the machine tool industry to ask a fundamental question: Can we give machines a nervous system?
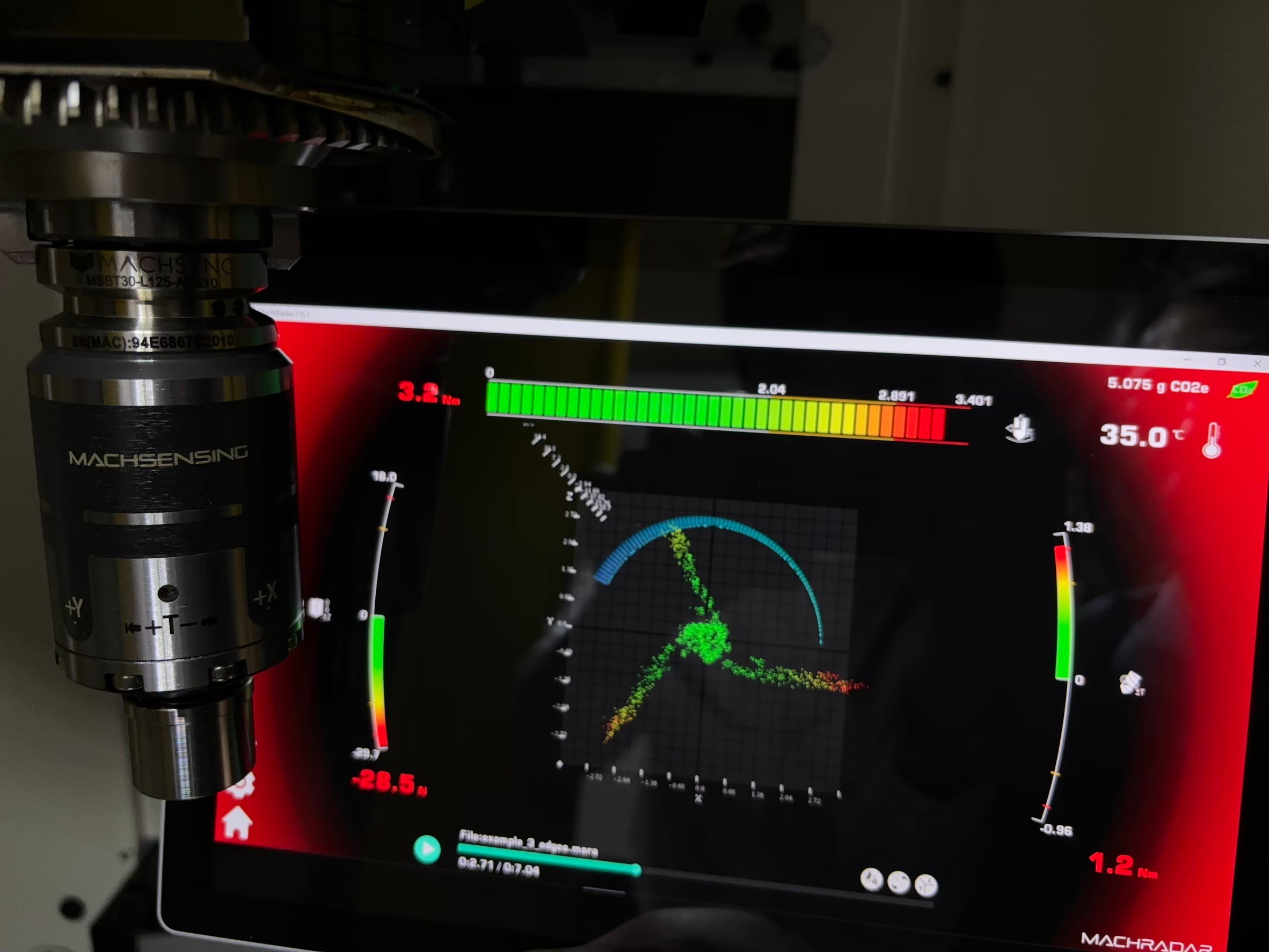
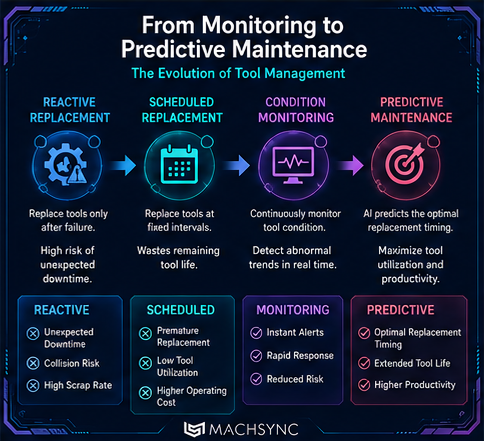
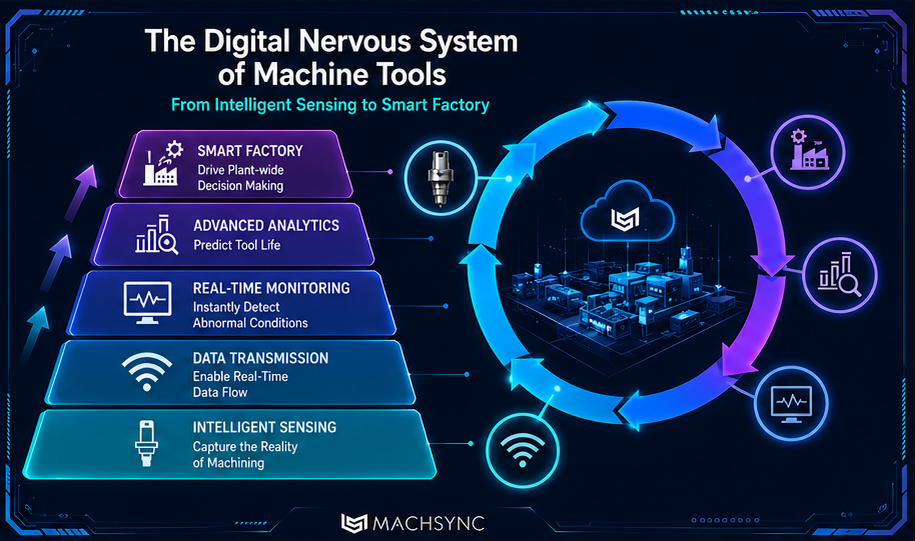
This article traces the complete architecture of that "nervous system" — from sensors positioned as close as possible to the cutting zone, all the way to factory-level intelligent decision-making — explaining the technical logic and industrial significance of each layer along the way.